What Are the Advanced Wastewater Treatment Techniques?
Clean water supports every industry and every community. As industries continue to expand, they also produce more wastewater that contains chemicals, oils, heavy metals, and many other pollutants. Simple treatment methods cannot always remove these impurities. This is why industries now use advanced wastewater treatment techniques that provide better treatment and help meet environmental standards. These methods improve water quality and make treated water suitable for reuse in many industrial processes.
A wastewater treatment plant manufacturer plays an important part in this process. A manufacturer understands the quality of wastewater and designs treatment plants that match the needs of each industry. We are the leading wastewater treatment plant manufacturer that provides advanced treatment solutions for different industrial applications. Modern treatment technologies help industries save water, reduce pollution, and improve overall plant performance.
Importance of Advanced Wastewater Treatment Techniques
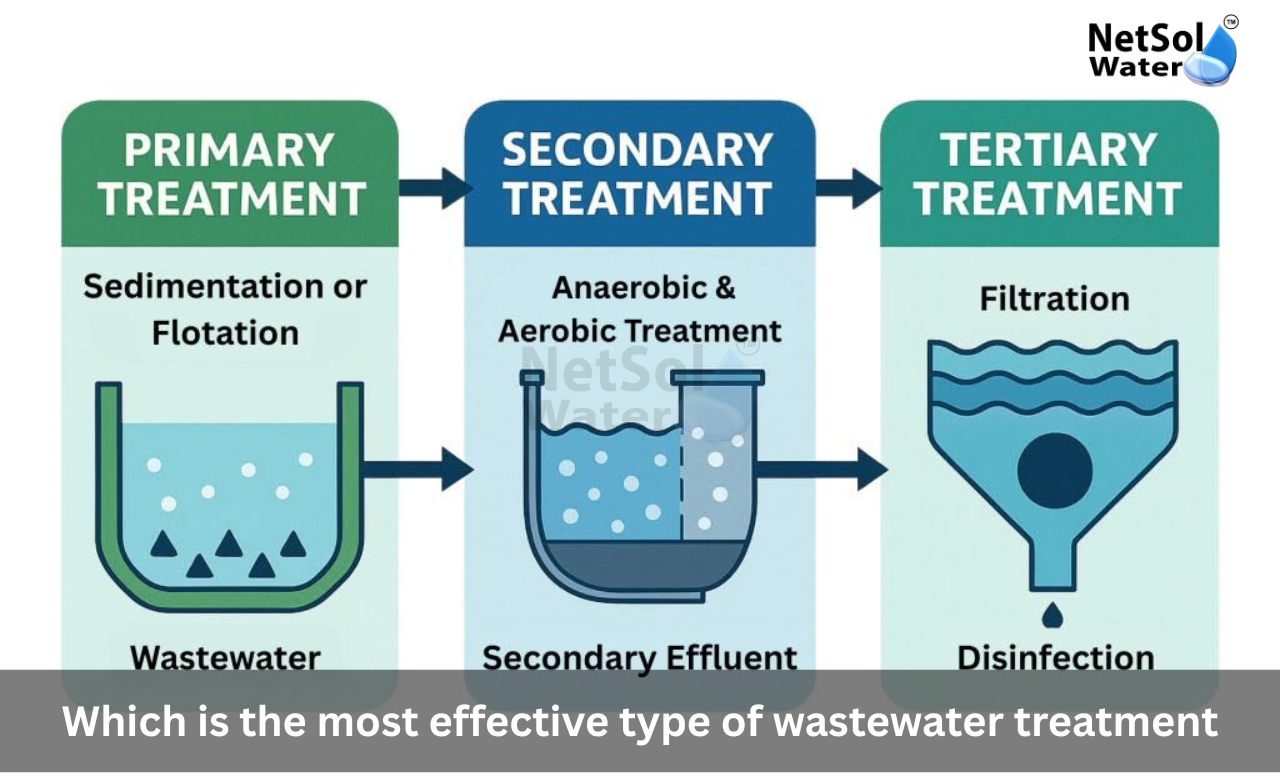
Many industries use various chemicals in their manufacturing processes, and industrial wastewater is now more difficult to treat. The wastewater may include dissolved solids, organic matter, suspended particles, bacteria, and harmful compounds. Conventional treatment processes eliminate most contaminants, but not all. This creates a need for advanced wastewater treatment methods, which can not only improve water quality but also help industries achieve better results.
Let’s take a look at some advanced wastewater treatment methods used in industries to enhance the efficiency of wastewater treatment and boost water recovery.
1. Membrane Filtration Technology
Membrane filtration is one of the most effective treatment methods for industrial wastewater. This is done by sending the wastewater through a specially designed membrane, which filters impurities out of the clean water. The technology can be used across a variety of industries, as different types of membranes remove contaminants of different sizes.
Suspended solids and larger particles are filtered out of the water by microfiltration. The ultrafiltration process eliminates fine suspended matter, bacteria, and viruses. Nanofiltration can be used to remove dissolved organic compounds and hardness, while reverse osmosis removes dissolved salts and very small contaminants. The treated water is then fit for reuse in manufacturing processes, cooling systems, and boilers.
Membrane filtration also decreases an industry’s daily need for fresh water. This helps reduce costs and manage water use. Membrane technology is used in conjunction with other treatment processes in many industries to produce even better water quality. Wastewater characteristics and production requirements are analyzed by an experienced Wastewater Treatment Plant Manufacturer to select the right membrane technology. This helps maintain stable operations for industries and improves treatment efficiency.
2. Advanced Oxidation Processes
AOP is a great technology for treating wastewater containing chemicals that are more difficult to remove using normal biological treatment. These processes produce powerful oxidants that can break down complex contaminants into simpler ones. As a result, wastewater becomes safer for further treatment or discharge.
Several advanced oxidation techniques are available for industrial use. Ozone treatment removes organic pollutants from wastewater through the use of ozone gas, while also eliminating colour and odour from wastewater. The combination of ultraviolet light with oxidizing agents is known as UV treatment, which is used to eliminate harmful compounds and microorganisms. Treatment with hydrogen peroxide also enhances the oxidation process and makes it easier to remove difficult contaminants from industrial wastewater.
In pharmaceutical, textile, chemical, and dyestuff industries, these techniques are highly effective at treating difficult pollutants in wastewater. They also decrease the concentration of harmful substances that can impact biological treatment systems. Good system design enhances treatment efficiency and minimizes operating issues. A Wastewater Treatment Plant Manufacturer must study the wastewater composition and then choose the proper oxidation process. This helps achieve good treatment outcomes and contributes to the long-term performance of the plant.
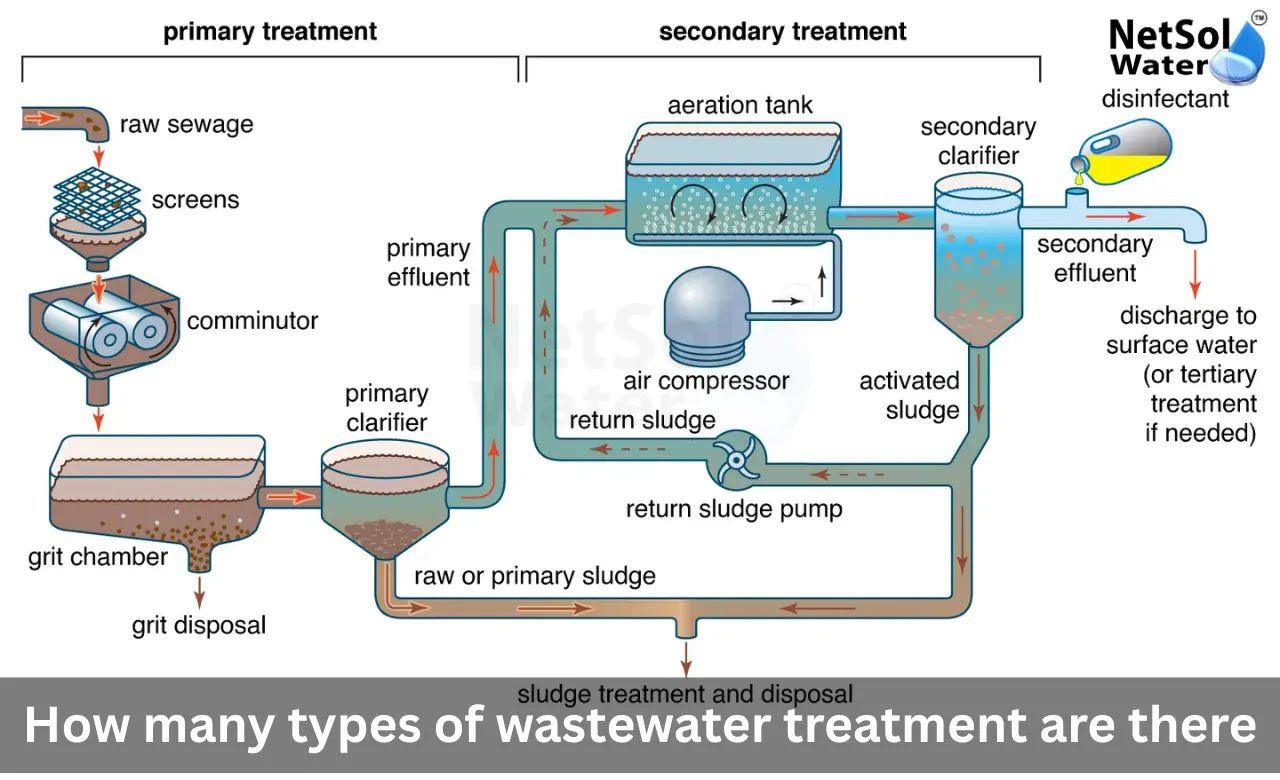
Biological Treatment with Advanced Reactor Systems
Although biological methods are not new, they still have an important place in wastewater treatment, as microorganisms decompose organic pollutants. Today, modern industries use advanced biological reactors to enhance treatment efficiency and minimize plant size and operating costs.
Let us look at some advanced biological reactor systems that are widely used in industrial wastewater treatment.
1. Moving Bed Biofilm Reactor
The Moving Bed Biofilm Reactor, also known as MBBR, uses specially designed plastic media inside the treatment tank. Beneficial microorganisms grow on these media surfaces and continuously remove organic pollutants from wastewater. Since the media move freely inside the tank, the bacteria receive better contact with wastewater, which improves treatment performance.
MBBR systems require less space than many conventional treatment methods. They also handle fluctuations in wastewater quality without affecting overall performance. These systems suit food processing, dairy, pharmaceutical, and chemical industries, where wastewater quality changes regularly. Proper design and operation improve efficiency and reduce maintenance requirements.
2. Membrane Bioreactor
The Membrane Bioreactor, or MBR, combines biological treatment with membrane filtration in a single process. The biological section removes organic pollutants, while the membrane section separates treated water from suspended solids. This combination produces very clean water that can often be reused in industrial operations.
MBR systems produce better water quality than many traditional treatment methods. They occupy less space and reduce sludge production. Industries that require high-quality treated water often select MBR technology because it provides consistent performance throughout the year. Proper design ensures stable operation and longer membrane life.
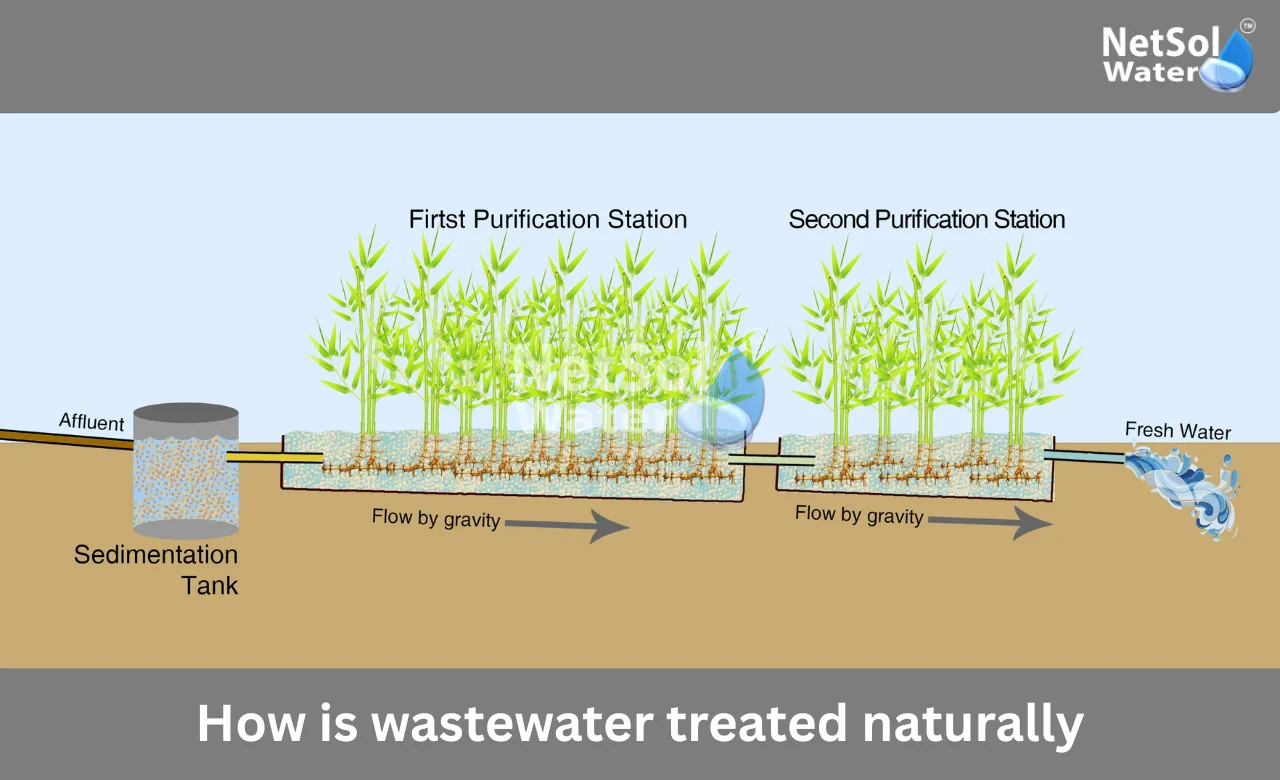
Water Recovery and Reuse Technologies
Water conservation has become an important goal for industries because fresh water resources continue to decrease in many regions. Advanced wastewater treatment allows industries to recover treated water and use it again in different operations. This reduces freshwater consumption and lowers overall operating expenses.
Let us look at some important technologies that support water recovery and reuse in industrial facilities.
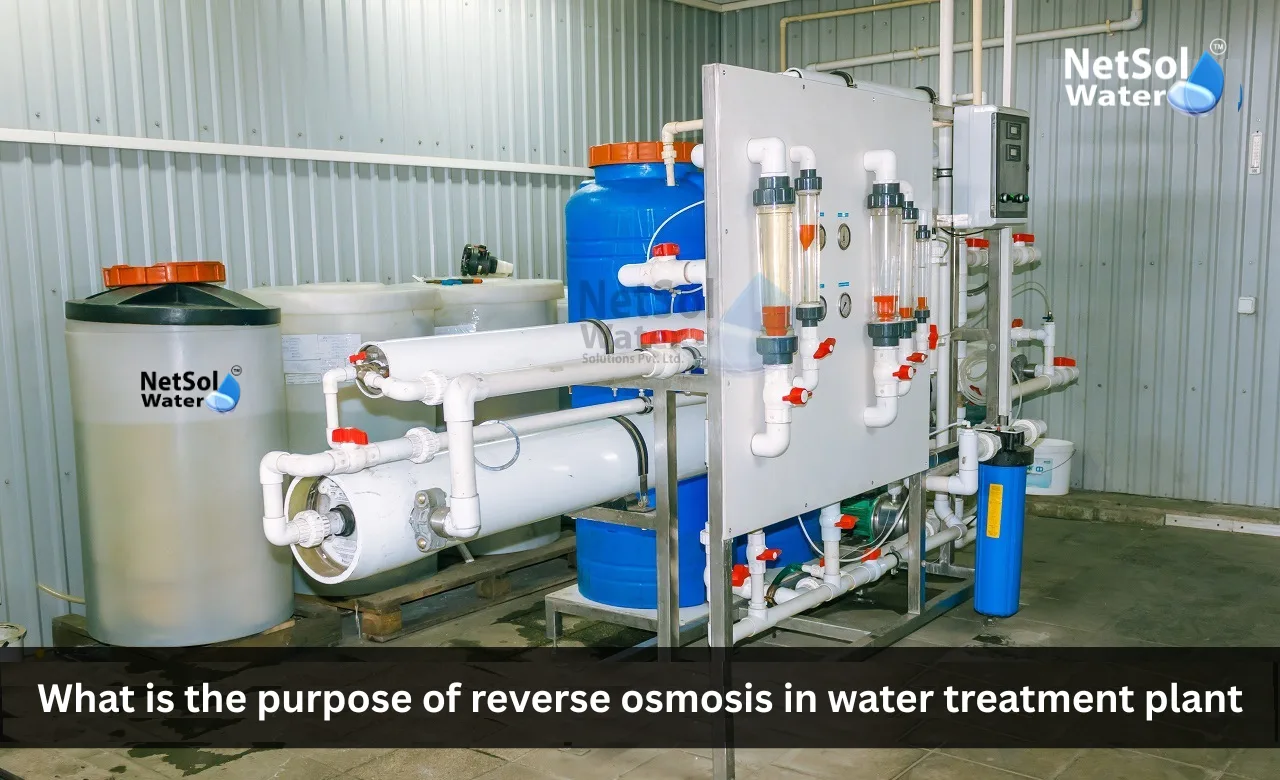
1. Reverse Osmosis Plants
Reverse osmosis has become one of the most popular technologies for water recovery. High pressure forces wastewater through semi-permeable membranes that remove dissolved salts, minerals, and many dissolved contaminants. The treated water becomes suitable for several industrial applications, including cooling towers, boilers, and process water requirements.
Industries that reuse treated water reduce their dependence on external water supplies. Reverse osmosis also helps industries meet stricter environmental regulations by reducing wastewater discharge. Proper pretreatment protects membranes and improves system life, which increases overall efficiency.
2. Zero Liquid Discharge Systems
Zero Liquid Discharge, or ZLD, is an advanced treatment approach that aims to eliminate liquid wastewater discharge from industrial plants. This system combines several treatment technologies, such as reverse osmosis, evaporation, and crystallization, to recover almost all available water.
Recovered water returns to industrial processes, while solid waste remains for proper disposal. ZLD systems help industries reduce environmental impact and improve water conservation. Although these systems require careful design, they provide long-term benefits where water availability is limited or discharge regulations are strict. Experienced manufacturers design ZLD systems according to wastewater characteristics and production needs to achieve reliable performance.
Read some interesting information for the Effluent Treatment Plant Manufacturer in Delhi
Conclusion
Advanced wastewater treatment techniques help industries improve water quality, reduce pollution, and increase water reuse. Modern technologies such as membrane filtration, advanced oxidation, biological reactor systems, reverse osmosis, and Zero Liquid Discharge provide effective solutions for complex industrial wastewater. Every industry has different treatment requirements, which makes proper system design very important.
Choosing an experienced Wastewater Treatment Plant Manufacturer ensures that industries receive a treatment plant that matches their operational needs and environmental goals. Netsol Water is the leading Wastewater Treatment Plant Manufacturer that offers advanced wastewater treatment solutions for different industries. Contact the team today to discuss your wastewater treatment requirements and receive expert guidance for selecting the right treatment plant.
Contact Netsol Water at: Phone: +91-9650608473 Email: enquiry@netsolwater.com