What Are the Advantages of a UV Water Purifier?
In many busy cities and growing towns, clean drinking water has become a daily need. People want water that tastes fresh and supports good health. They also want a system that works with less effort and does not add extra chemicals to the water. That is where a UV water purifier becomes useful. It uses ultraviolet light to treat water and help remove harmful germs from it. This makes it a smart choice for homes, offices, and small businesses that care about safe water every day.
In places where water quality changes often, people need a solution that gives steady results. A UV system fits that need well. It brings peace of mind to families and also suits modern living because it is simple and quick. We are the leading name for water treatment solution and it helps people choose systems that match their daily needs.
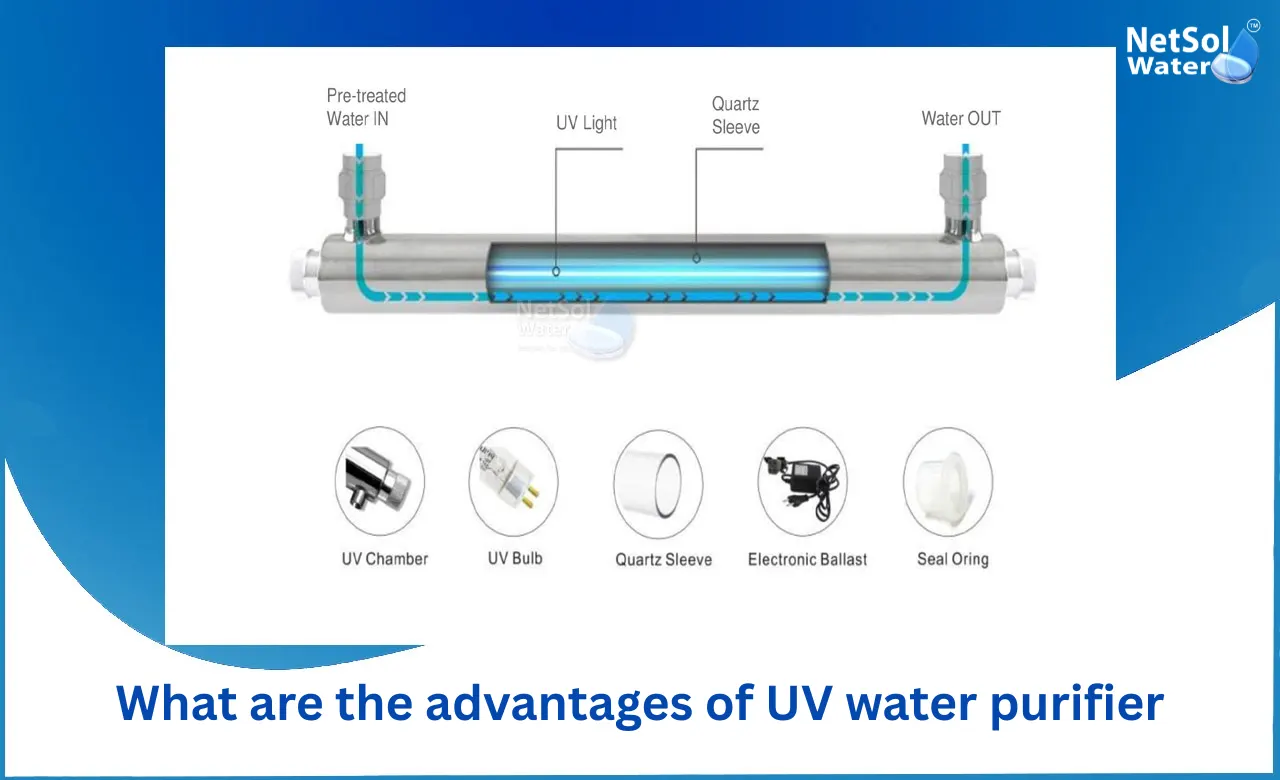
How a UV Water Purifier Works
Understanding how this system works helps people see why it matters. A UV water purifier does not depend on strong chemicals or long treatment steps. It uses light to protect water from many harmful microorganisms. This simple method makes the process easy to trust and easy to use. Let’s have a look at some of the main points that make this technology important.
1. Fast Action Against Germs
The first benefit of this system is speed. UV light acts fast when water passes through the chamber. It damages the structure of germs and makes them unable to grow or spread. This quick action helps protect drinking water without delay.
People do not need to wait for a long process before they can use the water. That is useful in homes where water is needed many times throughout the day. It also helps in workplaces where many people share the same water source. A UV water purifier gives this protection in a direct and active way. It keeps the process simple and supports safe drinking habits without creating extra steps.
2. No Added Taste or Smell
Another useful point is that UV treatment does not change the natural taste of water. Many people dislike water that smells odd or tastes strong because of added treatment methods. A UV water purifier keeps the water fresh and clean in its original form. This matters because people want safe water that still feels pleasant to drink.
The system does its job without leaving behind any chemical taste. As a result, families can enjoy water with more comfort. This makes daily use easier and more natural. It also builds trust because people know the purifier protects the water while keeping its quality intact.
Why It Supports Better Health
Clean water helps protect the body in many ways. Germs in drinking water can cause stomach issues and other health problems. A UV water purifier helps reduce this risk by targeting harmful microbes before the water reaches the glass. Let’s have a look at some of the health benefits that make this system a strong choice for daily life.
1. Helps Reduce Waterborne Risks
Water can carry bacteria, viruses and other harmful microbes. When people drink unsafe water, their health may suffer. A UV system helps lower this risk by treating the water at the point of use. It works well for families that want an added level of safety in the kitchen. It also helps in homes with children, older adults or anyone who needs extra care.
The system supports a healthier routine because it brings confidence each time someone drinks water. This matters in places where the source water may not stay the same all year. A UV water purifier gives steady support and helps people feel safer about what they drink.
2. Good Choice for Daily Family Use
Health protection becomes more important when many people use the same water supply. Families often fill bottles, cook food and prepare drinks from one source. In such cases, water safety needs to stay strong every day. A UV water purifier offers that support with regular and simple operation. It works in the background and gives clean water when needed.
Parents can feel more at ease when they know the purifier helps protect the water their children drink. Older people also benefit because they often need cleaner water for daily comfort. This makes the system useful for the whole home and not only for one person.
Low Maintenance and Good Value
People often look for a purifier that saves time and does not create stress. A system may work well but still become a burden if it needs too much care. UV treatment stands out because it keeps the process simple. Let’s have a look at some of the reasons why this matters in daily life.
1. Easy to Maintain
One of the strongest advantages of a UV water purifier is that it requires less maintenance than many other systems. There are fewer parts that need heavy cleaning or regular chemical replacement. The lamp may need checking after a period of use but the overall care stays simple. This saves time for busy households and working families. It also helps people avoid repeated service issues.
When a system stays easy to maintain, people use it with more confidence. They do not need to worry about complex handling. That makes the purifier practical for long-term use in homes, offices and small commercial spaces.
2. Helps Save Long-Term Cost
A water purifier should not only clean water. It should also offer value over time. UV systems often help in this area because they keep running costs under control. They do not use many extra materials during operation. They also support the idea of a simple and efficient water treatment setup. This can reduce the pressure on the user over the years.
People who choose a UV water purifier often look for a solution that stays reliable without becoming costly to manage. That balance of safety and value makes the system appealing to many users. It gives clean water while keeping the budget in mind.
Read some interesting information for the Sewage Treatment Plant Manufacturer in Noida
Conclusion
Clean water supports daily comfort, health and confidence. A UV water purifier gives people a simple way to protect their drinking water without adding extra taste or heavy maintenance. It works fast and fits well into modern homes and workplaces. It also brings long-term value for families and businesses that want a dependable solution.
Netsol Water is the leading choice for people who want expert support in water treatment and a system that matches real daily needs. For more information or to request a consultation, reach out today and find the right purifier for your space.
Contact Netsol Water at:
Phone: +91-9650608473
Email: enquiry@netsolwater.com