
What is a Membrane Bioreactor (MBR) and how does it work?
A membrane bioreactor (MBR) treats wastewater by combining biological treatment with membrane filtration. This process helps recycle water for reuse and ensures safe discharge into the environment. MBR systems reduce the footprint of a treatment plant while improving the clarity of the treated water. Many municipal systems and industrial units choose MBR when they must meet tight limits or when they want to reuse water inside their operations. The technology works well in places with limited land and in locations that face water stress. Netsol Water is the leading Water Treatment Plant Manufacturer.
Membrane Bioreactor (MBR) Technology
Understanding the design and role of an MBR helps site planners and operators decide when it fits their needs. MBR technology changes how solids and liquids separate. It combines a biological tank with a membrane unit to give consistent effluent quality. Let us have a look on some core ideas that explain how an MBR works and why it matters.
Core Components
An MBR has a biological reactor and a membrane module that together treat wastewater. The biological reactor supports microbes that break down organic matter and remove nutrients. The membrane module then filters the mixed liquor to separate clean water from suspended solids and microbes. Each part has its role and affects overall performance. The reactor sets the biological conditions that let microbes prosper. The membrane sets the final quality by acting as a physical barrier for particles and bacteria. Operators choose between submerged membranes and external modules based on space and maintenance needs. Submerged membranes sit inside the tank and need air scouring to keep them clean. External modules sit outside the tank and allow easier access for cleaning but they need additional pumps. Film formation on the membrane surface influences flux and requires controlled cleaning cycles. A well matched reactor and membrane design gives steady output and lowers the need for downstream polishing.
Biological Treatment Process
The biological part of an MBR starts by sending wastewater into a tank with a concentrated population of microbes. Those microbes consume organic compounds and convert nitrogen forms through controlled conditions. A key benefit of MBRs is their ability to keep a high biomass concentration. That higher biomass improves breakdown rates and shortens hydraulic retention time when compared with conventional plants. The membrane lets the system hold microbes longer so they work more effectively. Aerobic or anoxic zones inside the reactor support specific pathways for carbon removal and nitrogen removal. Operators monitor oxygen levels pH and nutrient balance to keep the microbes healthy and active. When biological removal finishes the mixed liquor moves toward the membrane where solid liquid separation occurs. The membrane gives a physical cut off that prevents biomass from leaving the reactor. That separation keeps the treated water free of turbidity and bacteria and it creates a polishing step that simple clarification cannot match.
How MBR Works in a Water Treatment Plant and Its Benefits
Understanding how an MBR functions inside a Water Treatment Plant helps project leaders plan capacity and cost. An MBR changes operational flow and maintenance when compared with older technologies. Let us have a look on some practical steps and the benefits that make MBRs attractive for modern water systems.
Operational Steps
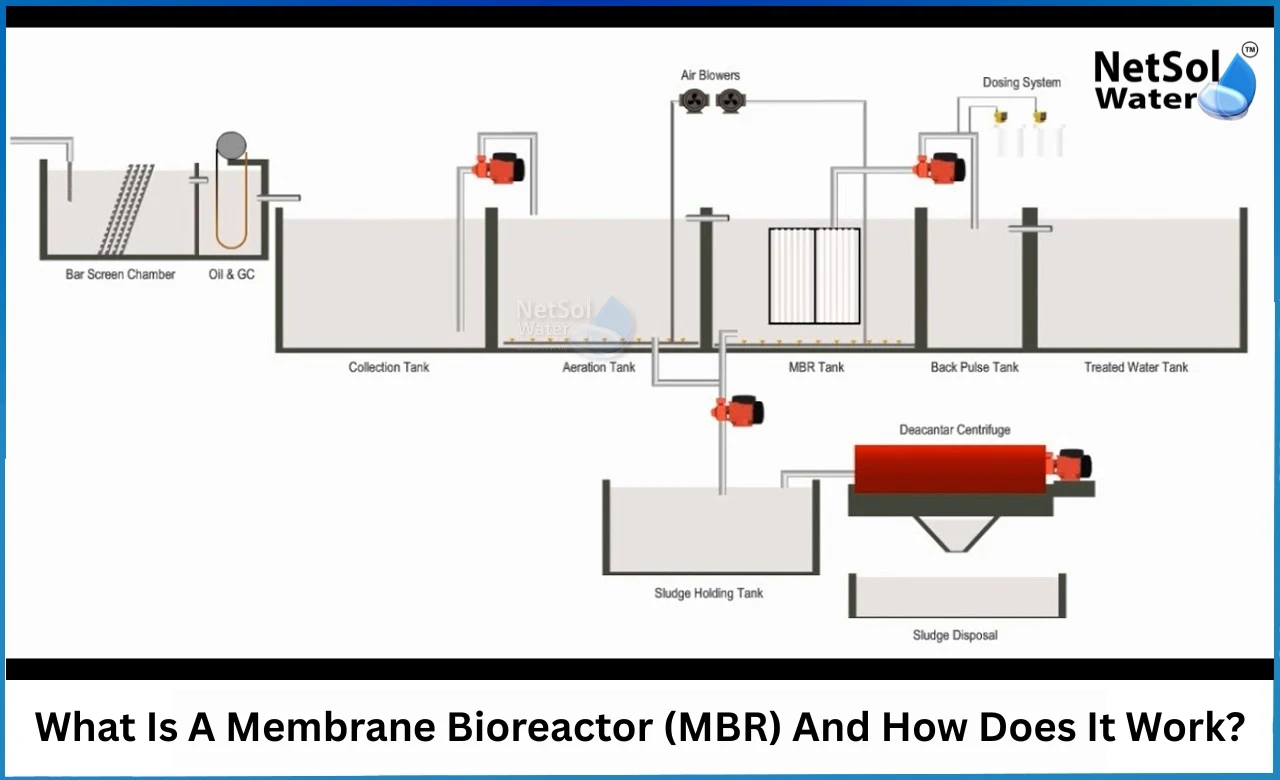
An MBR plant moves wastewater through a sequence of controlled stages that include feed equalisation, biological treatment, membrane filtration, and final disinfection when needed. Operators set up pumps and valves to maintain flow and to protect the membranes from sudden shocks. Routine air scouring or backwash cycles remove foulants from membrane surfaces. Chemical cleaning happens at planned intervals to restore membrane permeability. Sensors track transmembrane pressure and flux to signal when cleaning is due. A crucial step is sludge handling. Since MBRs keep more biomass inside the reactor the waste sludge is denser and easier to process in many cases. Effective control reduces energy use while maintaining performance. Well calibrated aeration schemes cut oxygen cost and maintain nitrification. Simple control panels give operators real time data to adjust operations fast.
Applications and Benefits
Industries such as food and beverage textile and chemical processing choose MBRs when they want to reuse water on site. Municipal utilities adopt MBRs for small communities and for plants that must meet strict discharge limits. The benefits include lower turbidity stable microbial retention and reduced plant area when compared with conventional activated sludge plus secondary clarification. Treated water from an MBR often needs only minimal polishing before reuse for cooling irrigation or process makeup. The membrane barrier also lowers pathogen counts and makes disinfection doses smaller. For planners the predictable quality reduces the risk of regulator non compliance. For operators the modular nature of membrane units allows phased expansion as flows grow. These advantages make MBRs a reliable option for modern Water Treatment Plant projects.
Read some interesting information for Sewage Treatment Plant Manufacturers
Conclusion
A Membrane Bioreactor gives a compact efficient and reliable route to high quality treated water. It couples strong biological removal with precise membrane separation so plants can meet strict standards while saving space. Netsol Water is the leading Water Treatment Plant Manufacturer and it can help you choose the right MBR layout for your site. Contact the team to request a consultation or to get more information on design operation and service options. Deploying an MBR will improve water recovery and will help your facility manage water with confidence.
Contact Netsol Water at:
Phone: +91-9650608473
Email: enquiry@netsolwater.com